
[dropcap size=small]F[/dropcap]or any fan of Bentley – or, indeed, anyone who appreciates the finer things in life – a visit to the British carmaker’s factory in Crewe is an eye-opener and a genuine treat.
It is the birthplace of models such as the Continental GT grand tourer, the uber-luxe Flying Spur sedan and the Mulsanne limousine nonpareil, an atelier in which their gorgeous wood and leather interiors are lovingly put together by the hands of skilled technicians and craftsmen.
Crewe, in the heart of north-western England, has boasted a transportation bent in some form or another: it serves as a huge railway junction, and hosts what used to be a major industry for locomotive manufacturing and repairs. The Pyms Lane facility where Bentley’s factory is located produced Merlin aircraft engines during World War II. Today, the railway sector, albeit smaller than before, remains the largest employer in town. Bentley, with 3,600 staff in Crewe, comes in second.

(SEE RELATED: Bentley’s New Mulsanne Speed)
Make Mine Bespoke
My first stop is at CW1 House. Named after its postcode, it is an expansive glass-encased showroom opened last year for the benefit of the many Bentley customers who prefer to make the trip to Crewe to order a car.
Here, the Hollywood star, the Chinese tycoon or the Emirati royal (together with Europe, the US, China and the Middle East form the largest markets for Bentley) is guided through the bewildering 120 “standard” paint options. In reality, the choice of hue is virtually limitless, with Bentley’s customisation service.
My host, Nigel Stoddard, tells me that one customer had the Bentley match the blue of his kitchen blender. Another wanted the exact shade of pink as her favourite nail polish, but didn’t wish to part with her prized bottle. She summoned a member of the Bentley staff to her home, dabbed the varnish on his fingernail, and sent him on his way.

There are no extras too prosaic to be discussed here. Even the fridge tucked away behind the passenger armrest may be adapted, with flutes for champagne drinkers or with tumblers for whisky aficionados.
The Mulliner division, whose commercial operations are headed by Kate Latham, takes care of customisation. A long-established coachbuilder, H.J. Mulliner & Co became part of Bentley in 1959. About 7 per cent of Bentley customers opt for a bespoke job, with requests ranging from embroidering family crests to armour plating. The biggest project so far: the Queen’s State Limousine, a car built from ground up with a glasshouse-like canopy, concealed side steps and rear-hinged doors. It was a gift to the monarch on her Golden Jubilee in 2002. As long as it is legal, Latham says, there’s no job that Mulliner will turn down.
An Illustrious Heritage
After lingering over which shade of at least a dozen greys I might pick for my imaginary purchase, I move on to an imposing red-brick building that stands as the entrance of the factory proper.
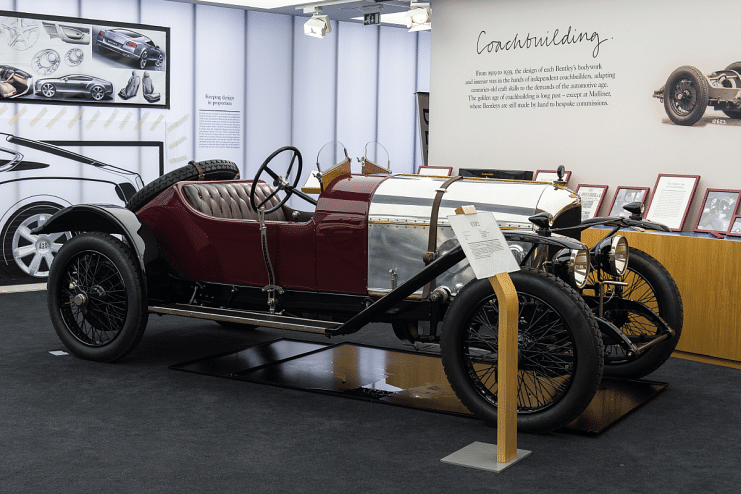
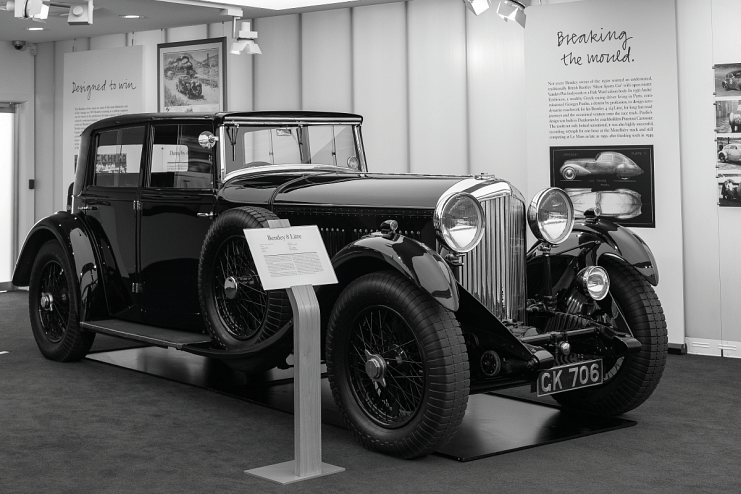
Apart from offices and a gift shop, it houses a fascinating museum room filled with heritage models, including the priceless 1919 EXP2, the oldest surviving Bentley; and the massive 1930 8 Litre, a car so superlative that it is said to have driven a threatened Rolls-Royce to acquire the company in 1931. This example was founder W.O. Bentley’s personal vehicle.
Stoddard tells me that the cars, despite being geriatric and of museum quality, are in fact not so precious that they can’t be regularly driven. The 8 Litre, for example, participated in a 2,000km rally in China, a testament to Bentley’s build quality.
Modernity and Tradition
We proceed outside to a cluster of short, hangar-like buildings that forms the production facilities. There are two lines: one for the Flying Spur and Continental GT, and another for the flagship Mulsanne. Soon, there will be a third line in a new structure for the upcoming Bentayga sport-utility vehicle, which would have been unveiled by press time at the September Frankfurt Motor Show. At the moment, pre-production samples are being built and tested in existing premises, shrouded behind tall curtains to keep out prying eyes like mine.
The bodies for the Flying Spur and Continental GT are pressed and painted in Germany and sent here for fitting, so the start of the line sees completed shells being fitted with wiring looms and dashboards.
This line runs at a constant speed of 8.5 minutes per station – a timing that is continually reviewed to see where a second or two can be shaved off. Some 11,000 cars are built in Crewe every year, with a projected maximum of 15,000 when the SUV is included.
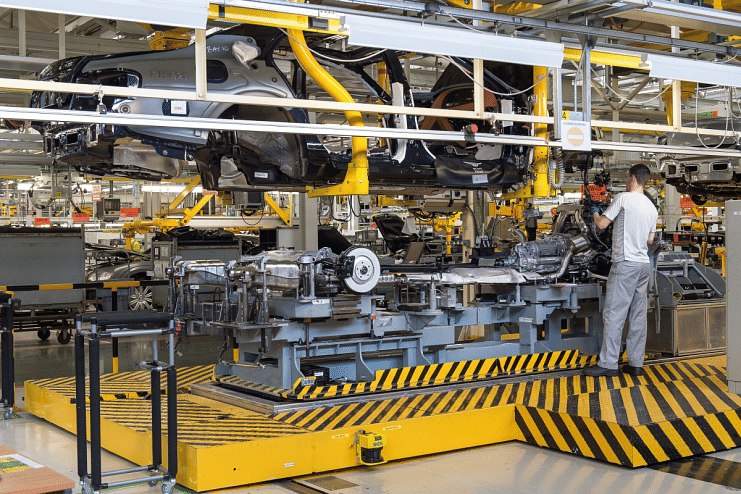
This part of the facility is automated like any modern factory, but a lot of the craftwork is still done by hand. Stoddard shares that Bentley’s philosophy towards machinery is always to augment, and not replace, the human touch.
For example, where a task is menial and repetitive, it will be done by robots, but, where acute judgement and skill is required, the task will resolutely remain with the artisan.
Bull Market
In all Bentleys, the stitches that embellish the leather on the seats, door panels, dashboard and steering wheel are crossed. It serves no functional purpose other than being more aesthetically pleasing than straight needlework, with the additional benefit of offering contrast stitching in dual colours, due to the use of two pieces of string.
It takes up to 37 hours – one week’s work – to sew one interior. Interestingly, in the case of the steering wheel, the leatherworker uses an ordinary table fork to space out the holes.

He tells me that they’ve experimented with a perforating machine before. However, its inability to cope with the tight contours of the wheel left the results much to be desired.
I recall a visit to a watch manufacture a few years ago, when a craftsman shared that a spinning cardboard beer mat can’t be beaten for certain polishing tasks. Such is the creativity of the human mind.
Leather and wood are what Bentley is best known for, and it is one of a handful of carmakers that keeps its production and expertise in-house, with two specialised workshops.

The leather, for example, isn’t just any kind of cowhide. In fact, Bentley’s leather comes from bulls, as those from cows are not as strong and tend to stretch when cut. They are also sourced from Northern Europe, where the climate and free-range farming result in hides largely free from insect bites and barbed-wire scars.
The leather arrives at the factory as one complete hide; an inspection team will scour over every inch, and mark out – with chalk – imperfections to be excised when the leather is cut into patterns. The grain is also examined to ensure consistency; other carmakers “cheat” by running their leather through a roller to make the grain uniform.
For the Mulsanne, the leather is cut by hand. Up to 16 hides are used in one car.
Timber Land
Finally, we reach the wood shop. It is an intimate area of not more than a few dozen workers, and the niche skill of working with veneers is often jealously passed down through the generations. One such grandfather, father and son trio work here at Bentley, whom I am unfortunately unable to meet.
Inside the giant humidor, some £250,000 (S$555,000) worth of veneer is stored in bundles amid a heady scent. The wood predominantly used in Bentleys is a French-American walnut, with a beautiful burl pattern caused by the introduction of a fungus, but other exotic species such as macassar and rosewood are sometimes deployed as well.
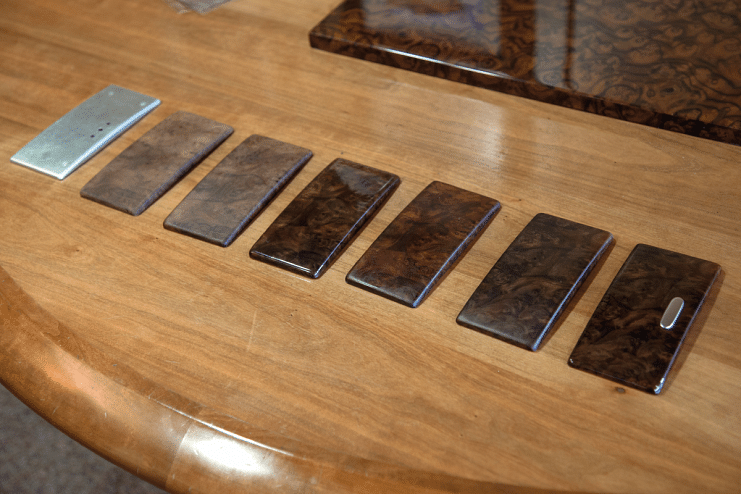
Craftsmen will enter this vault to pick the most highly figured areas of veneer, mirror-matching and book-matching the pieces so that the wood will form perfectly symmetrical patterns on the left and right sides of the car. In a painstakingly obsessive series of steps, the veneer is applied to a solid piece of walnut; sanded to create a smooth surface; lacquered; cured for 72 hours; sanded again; and then polished. Only then is the part worthy to be fitted to the car. In fact, the process is so time-consuming – three weeks from start to finish – that wood work starts even before the body shell of the car is put on the line.
All told, it takes 104 hours to build a Continental GT, 130 hours to build a Flying Spur and 399 hours to build a Mulsanne. Put in perspective, a mass-produced car such as the VW Golf wraps up in 30 hours. Fascinating as they may be, the cold numbers alone don’t sum up the value proposition of a Bentley motorcar.
No, every Bentley is a labour of love, made possible thanks to the preservation of traditional skills and craft. And these can’t be measured in hours, dollars and cents.
Factory visits are available exclusively to customers. To register your interest or to find out more, contact Bentley Singapore, 45 Leng Kee Road, tel: 6378-2628



